
欢迎访问上海雷熠钢管有限公司



EN10305-1:2002
精密钢管交货技术条件
第一部分:冷拔无缝钢管
精密钢管
目录:
前言
1、 范围
2、 涉及标准
3、 名词与定义
4、 符号
5、 分类与标识(钢号)
5.1、分类
5.2、标识(钢号)
6、 买方提供信息
7、 制造过程
8、 要求
9、 检验
10、取样
11、测试方法
12、打号
13、保护与包装
附录A(标准) 附加钢等级需求
附录B(信息)
前言
EN 10305- 1;2002 标准是由ECISS/TC29技术委员会,UNI下属“钢管和钢管配件”秘书处起草的。
该欧洲标准最迟在2003年5月应该通过发布相同文件或者修改原标准而成为国家标准,国家标准与欧洲标准相冲突的部分最迟应在2003年5月前撤销。
EN 10305 包括以下部分,统一的标题为:精密钢管交货技术条件:
-----第一部分 无缝冷拔钢管
-----第二部分 焊接冷拔钢管
-----第三部分 焊接冷加工钢管
-----第四部分 液压和气压系统用无缝冷拔钢管
-----第五部分 焊接冷精加工方形和矩形钢管
-----第六部分 液压和气压系统用焊接冷拔钢管
该EN标准中附录A是标准性的,附录B是提示性的。
该文档包含参考文献。
根据CEN/CENELEC国际规范,下列国家的国家标准组织联合实行了该欧洲标准:澳大利亚、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、马耳他、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
1 范围
EN 10305中这一部分规定了圆形截面的精密冷拔无缝钢管的交货技术条件。
注: 该EN 10305同样涵盖其他种类截面
通过EN 10305管材被精确规定公差的尺寸和指定的表面粗糙度而特征化。典型的应用在汽车、设备和一般的工业工程。
2 参考标准
该欧洲标准包含了其他地方发表的注日期和不注日期的标准。这些参考标准被引用在文中的合适位置,并且此后列出出处。对于注日期的标准,发标者随后对其作出的修改与修订只有当这些修改和修订包含在本标准中时才适用于本标准。对于没有注日期的标准,发表者的最新版本适用于本标准(包括修正案)。
EN 10002-1, Metallic materials-----Tensile testing------Part1: Method of test at ambient temperature.
EN 10020, Definition and classification of grades of steel.
EN 10021, General technical delivery requirements for steel and iron products.
EN 10027-1, Designation systems for steels---Part1: Steel names, principal symbols.
EN 10027-2, Designation systems for steels---Part2: Numerical system.
EN 10052, Vocabulary of heat treatment terms for ferrous products.
EN 10204, Metallic products—Types of inspection documents.
EN 10233, Metallic materials—Tube—Flattening test.
EN 10234, Metallic material—Tube—Drift expanding test.
EN 10246-1, Non-destructive testing of steel tubs—Part 1: Automatic electromagnetic testing of seamless and welded( except submerged arc-welded) ferromagnetic steel tubes for verification of hydraulic leak-tightness.
EN 10246-3, Non-destructive testing of steel tubs—Part 3: Automatic eddy current testing of seamless and welded( except submerged arc-welded) steel tubes for the detection of imperfection.
EN 10246-5, Non-destructive testing of steel tubs—Part 5: Automatic full peripheral magnetic transducer/flux leakage testing of seamless and welded ( except submerged arc-welded) ferromagnetic steel tubes for the detection of longitudinal imperfections.
EN 10246-7, Non-destructive testing of steel tubs—Part 7: Automatic full peripheral ultrasonic testing of seamless and welded ( except submerged arc-welded) steel tubes for the detection of longitudinal imperfections.
EN 10256, Non-destructive testing of stel tubes—Qualification and competence of level 1 and 2 non-destructive testing personnel.
EN ISO 377, Steel and steel products—Location and preparation of samples and test pieces for mechanical testing ( ISO 377: 1997).
EN ISO 2566-1, Steel—Conversion of elongation values—Part 1: Carbon and low alloy steels (ISO 2566-1:1984).
prEN 101681), Iron and steel products—Inspection documents—List of information and description.
ENV 10220, Seamless and welded steel tubes—dimensions and masses per unit length,
prEN 102661), Steel tubes, fittings and structural hollow sections—Definitions and symbols for use in product standards.
EN ISO 4287, Geometrical product specifications (GPS) –Surface texture: Profile methd—Terms, definitions and surface texture parameters (ISO 4287: 1997).
CR 10260, Designation systems for steel — Additional symbols.
3名词与定义
鉴于该欧洲标准的目的,在EN 10020,EN 10021, EN 10052, prEN 10266及后续中的名词和定义都被采用。
3.1
雇主
个人有规律性的工作的组织 組織中個人在有規則架構中工作
注:雇主可能是管厂或者提供非破坏性测试服务的第三方组织。
4 符号
见prEN10266
注:在EN 10305这部分中,“T”代表特定的或者计算的壁厚。
5 分类与标识(钢号)
5.1 分类
表2是与EN 10020协调后高品质非合金钢号。
表A.1的钢号是高品质非合金钢(E255, E410, 26Mn5, 10S10, 15S10, 18S10 和 37S10), 特殊非合金钢(C35E和 C45E),以及特殊合金钢(26Mo2, 25CrMo4和42CrMo4)。
5.2 标识(钢号)
EN 10305这部分所定义的这部分管材的标识由下列组成:
--EN 10305 这部分的编号
以及
--EN 10027-1和CR10260中的钢材名;或者EN 10027-2中的钢材名。
6 买方提供信息
6.1 基本信息(强制性)
买方在询价和订单的时候应提供下列信息:
a) 量(质量或者总长度或者数量);
b) “管”的交期;
c) 规格(见8.5);
d) 符合EN 10305的钢号的标识;
e) 包括表面状态的交货条件(见7.2.1和7.2.2);
f) 管长的种类以及长度在哪里适用(见8.5.2)。Liang, ok
6.2 可选项
下面是EN 10305 规定的一些可选项。当用户在询价和订单时没有意愿要求执行这些可选项时,管材要按照基本技术要求提供(见6.1)。
1) 没有规定在该EN 10305的钢号的规范(见8.2);
2) 为了切削性,硫含量范围规范(见8.2);
3) 用于进一步加工的表面状态(见8.4.1.1);
4) 表面粗糙度的测量(见8.4.1.5);
5) 较低的表面粗糙度(见8.4.1.5);
6) 定义可除去的表面物质(见8.4.1.6);
7) 探测纵向缺陷的非破坏性试验(见8.4.2);
8) 探测气密性的非破坏性试验(见8.4.2);
9) 约定非圆形横截面(见8.5.1.1);
10) 管材通过外径或内径和壁厚来规定(见8.5.1.1);
11) 降低的直径公差(见8.5.1.2);
12) 单向的直径公差(见8.5.1.2);
13) 降低的同心度(见8.5.1.3);
14) 降低的壁厚公差(见8.5.1.4);
15) 单向的壁厚公差(见8.5.14);
16) 精确长度≤500mm或>8000mm的约定(见表7)
17) 规定的最终处理方法(见8.5.4);
18) 规定检验 (见 9.1);
19) 检验证书 3.1.A或3.1.C(见9.2.1);
20) 压扁及扩管测试(见表8);
21) 同一批次钢管的测试单位(见10.1);測試單元需同一批管
22) 替换标记(见条款12);
23) 无防护剂交货(见条款13);
24) 规定的防护剂(见条款13);
25) 规定的包装方法(见条款13)。
6.3 订单实例
与EN 10305要求一致,管长12000m,外径60mm,内径56mm,材质为E235 钢正火处理,以随机长度交货,附符合EN 10204要求的3.1.B检验证明。
12000m tube-60×ID 56-EN 10305-1-E235 +N-random length-Option 18
7 制造过程
7.1 炼钢过程
炼钢过程可以在任意生产厂进行。
钢材必须全脱氧。
7.2 管材生产和交货条件
7.2.1 管材必须采用冷拔或其他合适的工艺生产的热处理无缝钢管。
7.2.2 管材应按表1交货条件中的一种来提供
7.2.3所有的非破坏性试验必须由雇主指定的合格且胜任的1、2和/或 3级人员进行。
其技术指标应满足EN 10256,至少要与其等效。
推荐:3级人员应符合EN 473验证,至少是等效。
雇主操作授权的发表应符合书写规范。
NDT操作必须由雇主指定的3级NDT特别批准
注:1、2和3级的定义可以在合适的标准中找到,如EN 473和EN 10256。
表1 交货条件
|
标识 |
符号 |
描述 |
|
冷拔/硬 |
+C |
最终冷拔过程后无热处理 |
|
冷拔/软 |
+LC |
最终热处理后进行适当的拉拔 |
|
冷拔且应力消除 |
+SR |
最终冷拔过程后在控制气氛下进行应力消除热处理 |
|
退火 |
+A |
最终冷拔过程后在控制气氛下进行退火热处理 |
|
正火 |
+N |
最终冷拔过程后在控制气氛下进行正火热处理 |
|
过去常用的对应的热处理符号在表B.1给出 |
||
8 要求
8.1 总则
当管材按照表1所列交货条件提供且按照第9、10和11条要求检查,应遵从EN 10305本部分之要求。
另外,EN 10021规定的一般交货技术要求应遵守。
8.2 化学成分
钢材生产企业提供的铸造分析报告应应用及遵从表2的要求,但可选项1和2或者表A.1.A中没有规定的钢号可能被规定(见可选项1)。
可选项1 规定了EN 10305该部分未规定的合金元素最大含量5%。用户规定化学组成、力学性质与交货条件。
注:当按照该EN 10305生产焊接管时应当了解焊接过程中和焊接后钢的状态不仅与钢和交货条件有关,同时还与准备和实施焊接的条件有关。
表2 化学组成(铸件分析)a
|
钢号 |
质量百分比 |
||||||
|
钢名 |
编号 |
C 最大值 |
Si 最大值 |
Mn 最大值 |
P 最大值 |
Sb 最大值 |
Al 最小值 |
|
E215 |
1.0212 |
0.10 |
0.05 |
0.70 |
0.025 |
0.025 |
0.025 |
|
E235 |
1.0308 |
0.17 |
0.35 |
1.20 |
0.025 |
0.025 |
- |
|
E355 |
1.0580 |
0.22 |
0.55 |
1.60 |
0.025 |
0.025 |
- |
|
a 没有顾客同意不得有意加入钢中本表不包含的元素(除注c的情况外),除非用于铸件处理。应该采取所有恰当的方法来预防废屑或其他炼钢过程中的材料导致设计外的元素加入钢中。 b 见可选项2 c 依生产方的判断添加Nb,Ti和V是允许的,这些元素的添加量需要报告。 |
|||||||
可选项2:对于钢号E235和E355,为了提高切削性规定了可添加S,控制在0.015%-0.040%。这是通过使用低氧过程最大脱硫后对钢的再硫化处理获得的。
表3 规定了由表2铸件分析的规定极限得出的产品分析的极限偏差。
表3 由表2铸件分析的规定极限得出的产品分析允许偏差
|
元素 |
表2铸件分析极限值/ wt% |
产品分析的允许偏差 /wt% |
|
C |
≤0.22 |
+0.02 |
|
Si |
≤0.55 |
+0.05 |
|
Mn |
≤1.50 |
+0.10 |
|
P |
≤0.025 |
+0.005 |
|
S |
≤0.040 |
±0.005 |
|
Al |
≥0.025 |
-0.005 |
8.3 力学性能
管材的力学性能应遵照表4,表A.3,以及如果可适用的话,表11.2或11.3。
注:随后的处理(冷或热)可能改变力学性能。
表4 室温下的力学性能
|
钢号 |
交货条件的最小值 a,b |
||||||||||||
|
钢名 |
编号 |
+Cc |
+LCc |
+SR |
+Ad |
+N |
|||||||
|
Rm /MPa |
A%
|
Rm /MPa |
A%
|
Rm /MPa |
ReH /MPa |
A%
|
Rm /MPa |
A%
|
Rm /MPa |
ReH /MPa |
A%
|
||
|
E215 |
1.0212 |
430 |
8 |
380 |
12 |
380 |
280 |
16 |
280 |
30 |
290-430 |
215 |
30 |
|
E235 |
1.0308 |
480 |
6 |
420 |
10 |
420 |
350 |
16 |
315 |
25 |
340-480 |
235 |
25 |
|
E355 |
1.0580 |
640 |
4 |
580 |
7 |
580 |
450 |
10 |
450 |
22 |
490-630 |
355 |
22 |
|
a Rm:拉伸强度;ReH:上屈服点(但见表11.1);A:断裂后的伸长率.交货条件标识见表1。 b 1MPa=1N/mm2 c 根据冷加工处理的程度,屈服强度可能接近于拉伸强度一样大。为了计算目的,推荐下面的关系式: --对于+C条件,ReH≥0.8Rm --对于+LC条件,ReH≥0.7Rm d为了计算目的,推荐下面的关系式:ReH≥0.5Rm e 对于外径小于等于30mm,壁厚小于等于3mm的管材,ReH的最小值比本表中的小10MPa f 外径大于160mm的管材,ReH≥420MPa |
|||||||||||||
8.4 外形和内部致密性
8.4.1 外形
8.4.1.1 管材的内部和外部表面处理,以及有必要时的热处理应当是典型制造工艺,并且任何的表面不完善,如隆起,凹陷,需要打磨掉的浅划痕,应该标示出来。
可选项3:由顾客规定特殊的进一步加工所需的表面条件。
8.4.1.2 任何不能清楚标示深度的表面缺陷(如水锈、焊瘤)应当按照8.4.1.3节来修正或按照8.4.1.4节来处理。
8.4.1.3 仅仅允许通过磨削或切削修正表面缺陷后,直径仍在指定的公差之内的情况。所有修正的区域应平滑的混合进管材的等高线之中。
8.4.1.4 当表面缺陷侵占了指定的最小壁厚,认为是由缺陷,有这种缺陷的管材被认为是不符合EN 10305该部分标准的。
8.4.1.5 管材应由光滑的内外表面。粗糙度Ra应该:
--在交货条件为+SR,+A和+N时管外表面≤4μ。
--在交货条件为+C,+LC时管内外表面≤4μ。
规定了表面粗糙度和/或较低粗糙度值检验(见可选项4和5)。
注:对于内表面的情况,该要求适用于内径≥15mm的情况。
可选项4:表面粗糙度应该被测量和报告。
可选项5:管材应该有规定的表面粗糙度。粗糙度的种类和极限值应当在询价和定单的时候确认。粗糙度应该被测量和报告。
8.4.1.6 交货条件为+C和+LC的管材有较薄的润滑剂层是正常的,润滑剂载体是冷加工过程的结果。
可选项6:管材表面应只带有在管材加工过程中容易除去的残留物质。具体的需求要经同意。
交货条件为+SR的管材有较薄的润滑剂层是正常的,润滑剂载体在应力消除退火过程中部分的转变。以+SR,+A或+N状态交货的钢管应没有水锈,但可以显示出变色/污点。
8.4.2 内部致密性
顾客可以指定通过非破坏性试验对内部致密性进行检验(见可选项7)。
可选项7:非破坏性试验探测纵向不完善性应该按照11.7.1要求展开。
可选项8:非破坏性试验探测检验漏出致密性应该按照11.7.2要求展开。
8.5 尺寸和公差
8.5.1 外径、内径和壁厚
8.5.1.1 圆管(但见可选项9)应该有外径和内径来规定,除非按可选项1 0规定。
可选项9:规定经议定的非圆形横截面。
可选项10:管材通过外径和壁厚或者内径和壁厚来规定。
8.5.1.2 直径和壁厚基于尺寸上少量修改的ENV 10220,直径公差列于表5
对更大公差应用中间大小。
直径公差包括外部粗糙度。
表5直径公差适用于+C或+LC交货条件的管材。取决于壁厚和外径的比值,交货条件为+SR,+A和+N的热处理管对应的公差,考虑了校正因素,列于表6。其他直径公差可能被规定。(见可选项11和12)。
图5 尺寸公差
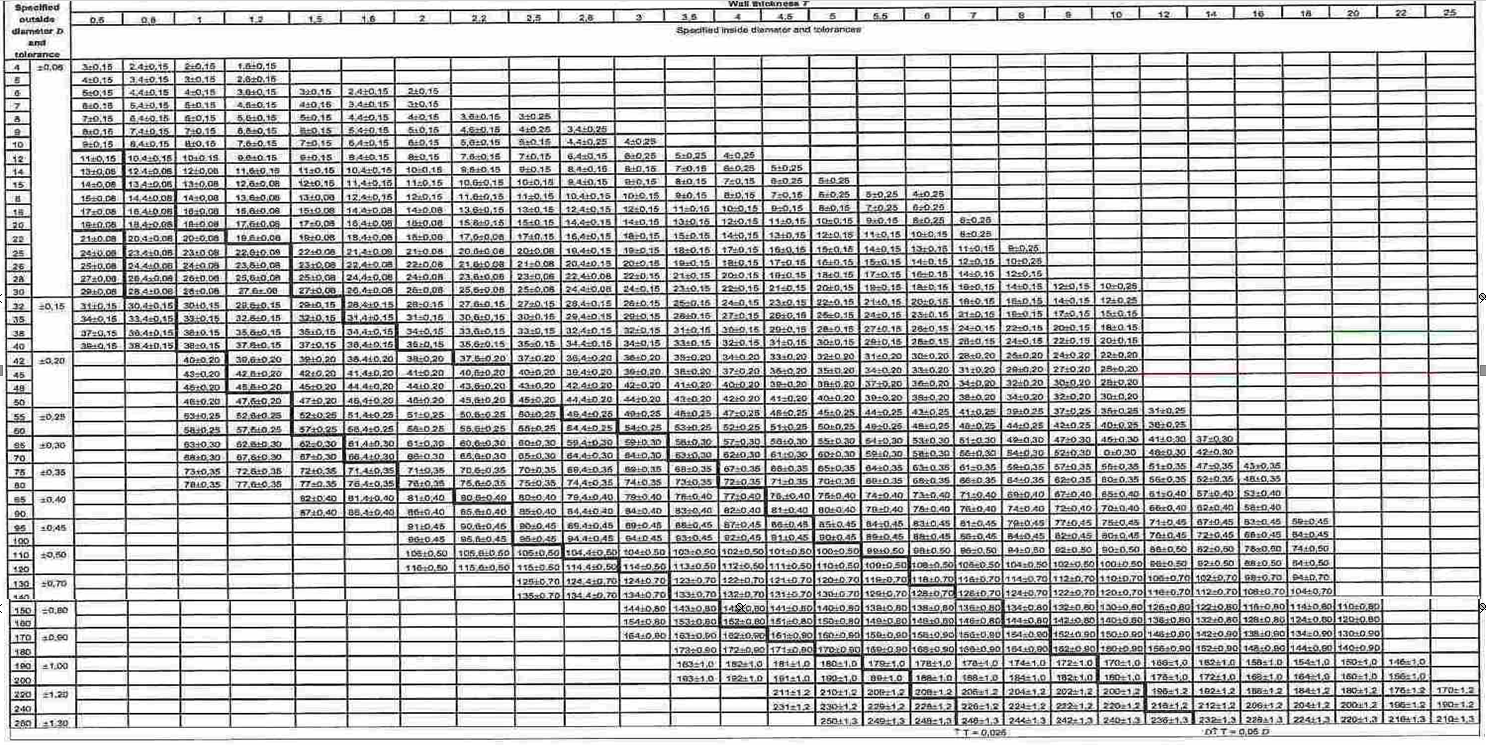
可选项11 内外径公差为表5中的一半,最小值是±0.05mm。
可选项12 直径尺寸应是单向的,公差带规定于表5。
8.5.1.3 由外径和内径定义的管,偏离同心度应当满足下面要求:
Tmax-Tmin
—————≤0.10
Tmax+Tmin
这里Tmax和Tmin在同一横截面测量(但见可选项13)。
可选项13:可以应用降低的同心度,这个值应在询价和定单时约定。
表6 热处理管直径公差
|
T/D 比率 |
表5中的极限公差乘以的系数 |
|
≥0.05 |
1 |
|
0.05>T/D≥0.025 |
1.5 |
|
<0.025 |
2 |
8.5.1.4 通过外径和壁厚或者内径和壁厚规定的管,应有±10%或±0.1mm的壁厚公差,取大值。除非规定了可选项14或15。
可选项14:可以适用减小的壁厚公差,这个值应在询价和定单时约定。
可选项15:壁厚公差应为单向,公差带见表5。
8.5.2 长度
管长应在询价和定单的时候规定,或者是随机长度,或者是近似长度,或者是精确长度。
这由下面定义:
a) 随机长度:长度最小3m,最长8m。每批项目的最大范围在2m。
顾客在询价和定单时应被通知交货范围。
b) 近似长度:规定长度有±500mm的公差。
接近10%的可能不满足规定,但不小于2m,这些量应当单独捆扎。
c)精确长度:规定的长度,公差见表7。长度小于等于500mm或者大于8000mm的,其公差应当约定(见可选项16)。
可选项16:精确长度可约定单向公差。
表7 精确长度的公差
|
长度L mm |
公差 mm |
|
≤500 |
a |
|
500<L≤2000 |
+3 0 |
|
2000<L≤5000 |
+5 0 |
|
5000<L≤8000 |
+10 0 |
|
>8000 |
a |
|
a 见可选项18 |
|
8.5.3 直线度
外径大于15mm的管材,任意管长L偏离直线度应该不超过
-----0.0015L 对于ReH≤500MPa
-----0.002L 对于ReH>500MPa
1m长偏离直线度不应超过3mm。
注1 对于外径≤15mm的管材,极限偏离直线度和检验方法的使用应在询价和定单时确定。
注2 1000m以下的短精确长度有极限偏离直线度0.003L。
8.5.4 管材应当以矩形垂直切割端面交货。断面应该去除过多的毛刺。
注:由于切割方式,随机长度和近似长度的端面的直径可以超出8.5.1.2的公差。
可选项17 应该执行指定的端面处理。
9 检验
9.1 检验的类型
是否满足订购单要求,应该通过非规定检验,除非规定了可选项18。
可选项18:管材应当采用规定检验
9.2 检验文档
除非另外规定,应发布EN 10204 2.2 的测试报告。
当被要求规定检验,应该被发布符合EN 10204 的检验证明书3.1.B(或者可选项19)。
可选项19 应当发布检验证书3.1.A或3.1.C。
当规定了可选项19,顾客应该提供生产厂商的名字和执行检验的组织或推荐人的地址,并发布和证实检验文档。
9.2.2 检验文档的内容
9.2.2.1 检验文档的内容应与9.2.2.2和9.2.2.3所列prEN 10168一致。
9.2.2.2 对于提供非规定检验的管材,测试报告2.2应当包含如下规范和信息:
A 商业事项和涉及人员
B 检验文档提供的产品描述
C10-C13 拉伸试验;
C60-C69 其他测试;
C71-C92 化学组成;
D01 标志和标识,表面外貌,外形和尺寸性质;
Z 确认。
9.2.2.3 对于提供规定检验,检验证书3.1.A, 3.1.B, 3.1.C 应当包含下列规范和信息。
A 商业事项和涉及人员;
B 检验文档提供的产品描述;
C10-C13 拉伸试验;
C60-C69 其他测试;
C71-C92 化学组成;
D01 标志和标识,表面外貌,外形和尺寸性质。
D02-D99 其他(可选)测试(例如粗糙度测量,缺陷的非破坏性试验);
Z 确认
9.3 检验和试验总结
检验和试验应按照表8和10.1的情况来执行。
表8检验和试验总结
|
检验或试验的类型 |
试验频度a 非规定检验 规定检验 |
参考 |
||
|
强制的 |
化学分析 |
M |
M |
8.2 |
|
拉伸试验 |
M |
每批1个 |
8.3, 11.1 |
|
|
尺寸检验 |
M |
M |
8.5, 11.4 |
|
|
目视检查 |
M |
M |
11.6 |
|
|
可选的 |
压扁或扩管试验(可选项20)b |
M |
每批1个 |
11.2,11.3 |
|
粗糙度测量 |
不适用 |
每批1个 |
8.4.1.5, 11.5 |
|
|
纵向不完整性非破坏性试验 |
不适用 |
个别 |
8.4.2, 11.7.1 |
|
|
泄露严密性验证非破坏性试验 |
|
|
8.4.2, 11.7.2 |
|
|
a M:根据生产厂的规范 b 可选项20:压扁或扩管试验应执行,测试方法由生产厂商决定。该可选项仅适用于退火或正火交货状态。 |
||||
10 取样
10.1 测试单元
一个测试单元定义为一定量的钢管,同样的钢号和尺寸,连续生产自同样的工艺,以及同样的交货条件,热处理,如果适用的话,相同的批号和相同的热处理设备。
一个测试单元包括不超过3000m或者500根管的较大量。不足50根的残余量可能被加入测试单元。
可选项21:测试单位包含的管只能是同一炉铸出。
10.2 样品和试件的准备
10.2.1力学测试样品和试件的部位,方向和准备
10.2.1.1 总则
样品和试件应在管端选取,与EN ISO 377 一致,每批1个样品。
10.2.1.2 拉伸试验试件
拉伸试件应该按照EN 10002-1准备。生产厂自行判断,试件可以是全管截面,或者是管纵向截下的窄条。
10.2.1.3 压扁或扩管试验用的试件
与EN 10233或EN 10234一致,时间应该包含全管截面。
10.2.2 粗糙度测试试件
试件应取自力学测试的相同位置。
11 试验方法
11.1 拉伸试验
该测试与EN 1002-1一致,在室温下执行,并确定:
---拉伸强度(Rm),
---上屈服点(ReH)。
如果没有屈服现象,应该确定采用σ0.2或者σ0.5
有争议时应该应用σ0.2。
断裂后的伸长率应该参考5.65·S01/2的标尺L0报告。
如果采用的是非等比例试件,伸长率的值应该使用EN ISO 2566-1转换表中标尺长L0=5.65·S01/2来转换。
2) 对于连续炉或者过程退火,一批是相同过程参数不间断的热处理的一炉。
11.2 压扁试验
该试验应与EN 10233一致,当壁厚少于外径的15%时执行。管截面应当在压力下被压扁,直到两夹板间距离H小到由下面公式得到的值。
(1+C)T
H=———————
C+T/D
H 是夹板间距离,mm,负载时测量。
D 是规定的外径,mm
T 是规定的壁厚,mm
C 是常数,其值由表9确定。
、
表9 常数C值(+A和+N交货状态)
|
钢 号 钢名 编号 |
C |
|
|
E215 |
1.0212 |
0.09 |
|
E235 |
1.0308 |
0.09 |
|
E355 |
1.0580 |
0.07 |
试验后,试件应该没有裂痕或破坏,但是边缘细微的初始裂痕不应作为拒收的理由。
11.3 扩管试验
该试验应与EN 10234一致,当60°锥形芯轴提供外径≤150mm,壁厚≤10mm时执行。管截面应该一直扩展,直到外径增加率达到表10所示。
表10 扩管试验要求(交货状态为+A和+N)
|
钢 号 钢名 编号 |
直径增加率 D % |
||
|
T≤4mm T≥4mm |
|||
|
E215 |
1.0212 |
20 |
15 |
|
E235 |
1.0308 |
18 |
12 |
|
E355 |
1.0580 |
15 |
10 |
试验后,试件应该没有裂痕或破坏,但是边缘细微的初始裂痕不应作为拒收的理由。
11.4 尺寸检验
规定的尺寸,包括直线度都要检查。直径检查要在离管末端超过100mm的位置上进行。
11.5 粗糙度测量
侧糙度测量要与EN ISO 4287一致,在轴向方向上测量。
11.6 目视检查
管材应该按照8.4.1的要求进行目视检查。
11.7 非破坏性测试
11.7.1 纵向缺陷试验
生产厂自行判断,按照下列方法中的一个或多个,进行纵向缺陷探测的非破坏性试验:
-------涡流测试:EN 10246-3,验收等级E3;
-------磁换能器/磁漏试验:EN 10246-5,验收等级F3;
-------超声波试验:EN 10246-7,验收等级U3。
11.7.2 气密性
按照EN 10246-1 进行气密性的非破滑行试验检验。
11.8 重验,分挑拣,再加工()yes重工?
重复试验,分拣,再加工应用EN 10021。
12 标记
除非规定了采用可选项22,下面的内容应列在包装的标签上。
------生产厂的名字或商标;
------规定尺寸;
------欧洲标准的编号
------钢名或编号
------当应用可选项11时,铸件号码
------交货状态
------规定检验时,相关文档中相关产品许可的标识码(例如 订单或项目编号)。
可选项22 规定了代替标记
13 防护和包装
管材应该以临时防锈保护交货。防护的种类由生产厂决定。除非规格了可选项23或者24。
可选项23:管材以无防锈剂交货;
可选项24:管材以询价和定单时约定的防锈剂交货。
注:无保护的钢管在存储和运输的任何阶段都容易被腐蚀。
恰当时,管材应以安全带捆扎交货。
可选项25:包装方式按顾客规定
加工和运输过程需注意避免表面和直线度损伤。
公司地址:
上海市奉贤区金钱公路386号
扫描二维码
微信联系我
13817050722
